1-Stück-Los-Fertigung
investieren jeden verfügbaren Euro in moderne Maschinen und sichern so dem Unternehmen die Qualität seiner Produkte, erhöhen die heute so sehr geforderte Flexibilität bis herunter zum 1-Stück-Los und letztendlich eine zufriedene Kundschaft und ein Weiterkommen gegenüber dem Wettbewerb. Spätestens beim Betriebsrundgang wird diese Aussage bestätigt. Hier steht Fertigungstechnik vom Feinsten. Fabrikate wie Bütfering, IMA, Bürkle, Cefla und Venjakob, um nur einige zu nennen, sprechen Bände.
Seit Herbst letzten Jahres zählt nun auch Bre-Ma. dazu. "Bereits seit fünf oder sechs Jahren schon", so der Firmenchef, "liebäugeln wir mit der vertikalen Maschine, sprich mit der horizontalen Bearbeitungsrichtung. Erst im letzten Frühjahr - praktisch zur Holz-Handwerk in Nürnberg - rückte die Investition näher, und wir haben diesen Schritt nicht eine Minute bereut."Als langjähriger CNC-Anwender der Stationärbearbeitung auf CNC-Bearbeitungszentren faszinierte die Führungsriege von Schmeing die einfache und schnelle Beschickung der Bre.Ma.-Maschinen, das Oberflächen schonende Handling der Teile, die Möglichkeit einer Durchlauffertigung mit nur einem Bediener und vor allem die nahezu rüstzeitlosen Umstellmöglichkeiten auf unterschiedliche Teile-Formate und damit im Grunde uneingeschränkte Flexibilität sowohl für Serienteile als auch beim 1-Stück-Los, zum Beispiel bei der ungeplanten Einzelfertigung eines in der Montage als beschädigt erkannten Teiles.
Das Münsterländer Unternehmen
Die Holztechnik Schmeing wurde 1988 mit einer Produktionsfläche von 800 m2 und drei Mitarbeitern gegründet. Aufgrund der guten Kontakte von Heinrich Schmeing zur Möbelindustrie der Region wurde das Unternehmen von Anfang an als Möbelzulieferer und zwar zuerst hauptsächlich auf lohnintensive Möbelkomponenten ausgerichtet. Die Fertigung von Massivholz-Schlaf- und Wohnzimmermöbel kamen hinzu. Heute produziert das Ahauser Unternehmen, nach eigenen Aussagen,
Möbelzulieferer investiert in Technik - anstatt in Verwaltung

vorne: Heinrich und Dipl.Ing. (FH) Alexander Schmeing, Ludwig Mathmann und der Exportleiter von Bre.Ma., Stefan Mayer (v.l.n.r.)
![]()
Gediegene Möbel in interessanter Optik in der Oberfläche sind die Spezialitäten von Holztechnik Schmeing


Interessante Details, beispielsweise für moderen Kommuniktationstechnik, sind die Bonbons der Wösterman-Möbel
In Ahaus steht dem Münsterländer Unternehmen heute - mit Baubeginn 1992 auf der grünen Wiese - eine Produktionsfläche von 10000 m2 zur Verfügung, die als nächstes um eine Versandhalle erweitert werden soll. Damit könnte vor allem der Fertigungsdurchlauf optimiert werden. Im vergangenen Jahr erwirtschaftete Schmeing mit 110 Mitarbeitern einen Jahresumsatz von 15 Mio. €. Damit hat das Unternehmen in den letzten fünf Jahren seinen Teiledurchsatz mehr als verdoppelt. Mit einer Fertigungszeit von 15 Tagen - auch für Sonderanfertigungen für komplette Kommissionen - arbeitet das Unternehmen im so genannten Wochen-Rhythmus. Jeweils bis Mittwoch ist das gesamte Auftragsvolumen einer Arbeitswoche ausgeliefert.
Der Wochenrhythmus ist auch in der massiven Holzart wiederzufinden. Neben Lack und Furnier wird in einer Woche Erle in der nächsten Buche verarbeitet. Dies hat unter anderem auch mit der Logistik im Einkauf der massiven Rohware zu tun. Buche beziehen die Ahauser ausschließlich aus Deutschland, während die Erle aus amerikanisch/kanadischen Wäldern kommt. Schmeing verzichtet dabei auf einen eigenen Plattenzuschnitt und verarbeitet ohne Ausnahme Leimholzplatten mit durchgehender oder keilgezinkter Lamelle in Fixmaßen. Dies bedeutet, dass alle zwei Wochen ein Container mit Erle-Fixmaßplatten in Ahaus eintrifft. Auch die Rohplatten für furnierte Möbel werden in Fixmaßen bezogen, furniert wird jedoch im eigenen Werk. Nicht ohne Stolz können die Ahauser trotzdem auf eine hohe Fertigungstiefe und damit auf eine exzellente Fertigungskompetenz verweisen.

Schmeing bezieht Fixmaß-Rohplatten

Die Teile werden der Maschine in ergonomischer Körperhaltung des Bedieners aufgegeben ...
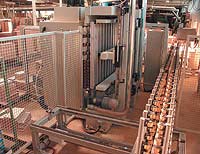
... aus der Maschine kommend werden die Teile per Quertransport der Rückführbahn übergeben ...

... und am Ende der Rückführbahn fertig gebohrt wieder abgenommen
Die Durchlauftechnik auf dem CNC-Stationärbearbeitungszentrum
Nicht die Geschwindigkeit der Maschine, sondern die gesamte Prozesszeit für ein Teil und damit der erreichbare hohe Gesamtausstoß pro Arbeitseinheit (Schicht, Tag, Woche) war ausschlaggebend für die Entscheidung zu dem Fabrikat und der besonderen Bre.Ma.-Technik. Diese wird weniger von der reinen Bearbeitungszeit wie Bohren oder Fräsen bestimmt, sondern vom Transport der Teile durch die Maschine und zurück, sprich vom Materialhandling, und bei hoher Forderung an Flexibilität - wie bei Schmeing - von den Rüstzeiten. Da diese, wie schon erwähnt, bei Bre.Ma.-Maschinen gegen Null tendieren können, werden hier in einer Schicht bis zu 1000 Teile, manchmal auch mehr, fertig gebohrt und kommen in durchschnittlichen Losgrößen unter 20 von der Maschine. Hier ist kein Setzen von Anschlägen oder Vakuumsaugern oder Programmieren von Nullpunkten erforderlich. Allerdings wird die Vektor GLR-P des italienischen Herstellers momentan auch "nur" zum Bohren von fertig formatierten und, falls erforderlich, bekanteten Teilen eingesetzt, obwohl durchaus auch Fräsarbeiten möglich sind. Wichtig war auch, dass leicht "schüsselige" Teile sicher gespannt und bearbeitet werden können, die bei Saugeraufspannungen oft nicht unproblematisch sind. Ein weiterer Vorteil, der vom Ahauser Anwender voll genutzt wird, ist die Möglichkeit der anschlaglosen Nullpunktabnahme und zwar sowohl an der Vorder- als auch an der Hinter- und an der Oberkante der Teile bereits vor der eigentlichen Arbeitsstation.
Dies hat den Effekt, dass im Grunde die Teile auf der Maschine vermessen werden und eventuell vorhandene Maßtoleranzen in der Teilelänge und in der Teilebreite blitzschnell ausgemittelt werden können.
Gearbeitet wird bei Schmeing ein-, zwei- und dreischichtig, je nach Arbeitsanfall und je nach Fertigungsbereich. Alle so genannten Schwermaschinen arbeiten doppelschichtig, also auch die Vektor GLR-P. Sie wurde im August 2003 in Betrieb genommen und erreichte nach wenigen Tagen bereits ihre volle Kapazität. Vorausgegangen war eine Werksabnahme in Italien, die Bearbeitung von Musterteilen und die Schulung von drei Bedienern sowie die Programmerstellung für eine Vielzahl der zu fertigenden Teile.

Kleinere Teile können paarweise bearbeitet und durch die Maschine geschleust werden

Fertigteile zum Abtransport in die Montage
Programmiert wird inzwischen (fast) ausschließlich an der Maschine, wobei nahezu alle Teile Wiederholteile sind - wenn auch teilweise mit Sondermaßen, die an der Maschine eingegeben werden können. Interessant ist auch, dass Schmeing auf der Maschine alle Teile an der rückseitigen Kante mit der Teilenummer, den Auftragsdaten, dem Herstelldatum und dem Namen des Maschinenführers versieht. Dies hat unter anderem auch mit Gründen der Rückverfolgung von eventuell auftretenden Fehlern oder Reklamationen zu tun.
Die Vektor GLR-P in guter Ausstattung
Die Maschine basiert auf einem stabilen und verwindungssteifen Maschinenbett mit Vertikalständer. An diesem laufen die Bearbeitungsaggregate in vertikaler Richtung (Y-Achse) mit jeweiliger Horizontal-Voschubbewegung (Z-Achse). Die X-Achse wird durch eine CNC-geregelte schlupffreie Werkstücktransportkette mit einer Vorschub- beziehungsweise Positioniergeschwindigkeit bis 60 m/min gebildet, der Oberdruck und die Anstellung des Seitendrucks auf die Werkstücke ist ebenfalls CNC-gesteuert. Die Maschine ist für Werkstücklängen von 300 mm bis unbegrenzt, für Werkstückbreiten von 25 bis 1100 mm und -dicken von 5 bis 60 mm ausgelegt.
An der Vorderseite des Vertikalständers sind zwei 8fach-Revolver-Bearbeitungsaggregate angeordnet, die kollisionsgeschützt unabhängig voneinander in der Y-Achse gefahren werden können. Die Z-Achsen der beiden Aggregate arbeiten ebenfalls unabhängig voneinander. Der jeweilige Spindelantrieb ist auf 7,5 kW Antriebsleistung und Drehzahlen zwischen 1000 und 14000 min-1 ausgelegt. Zum Einsatz kommen Ein- und Mehrspindelköpfe, Nutfräsaggregate und doppelseitige Winkelaggregate für Stirnseitenbearbeitungen vorne und hinten sowie solche für Schmalseitenbearbeitung von oben und von unten. Vorgesehen ist die Maschine auch für den Einsatz von Profilfräs- und Profilschleifwerkzeugen und von Werkzeugen bis 150 mm Durchmesser.
Der Werkstücktransport durch die Maschine endet in einem Quertransport zur Rückführbahn. Bei kürzeren Werkstücken (bis maximal 600 mm) können Werkstücke aus Zeitgründen auch paarweise durchgeschleust und bearbeitet werden. Der Rücktransport der Teile zum Bedienungsmann erfolgt vollautomatisch, die Teile werden bei Erreichen der Endposition beim Bediener gestoppt.
Die minimale Taktzeit beträgt 13 Sekunden. Ein interessantes Detail der Bre.Ma.-Maschine ist auch die standardmäßige Zentralschmierung. Diese ist möglich, da praktisch alle Bewegungen der Maschine seitlich des Werkstücktransportes liegen und somit eine Verschmutzungsgefahr der Werkstücke durch Ölnebel oder Öltropfen ausgeschlossen ist.
Die Vektor GLR-P ist mit einer übergeordneten Albatros-Steuerung mit Pentium-Prozessrechner 128 MB RAM und 30-GB-Festplatte, 17"-VGA-Color-Monitor sowie Windows-Betriebssystem ausgestattet. Variablenprogrammierung bei Maßänderungen der Werkstücke erleichtert die Programmierung von Sonderteilen. Der spätere Anschluss an ein Netzwerk ist bereits standardmäßig vorgesehen.
Insgesamt, so auch das Fazit des Möbelherstellers aus dem Münsterland, hat das Unternehmen mit der Investition in die Vektor GLR-P ihre Ziele voll erreicht und ist auch für "alles, was kommt" für die absehbare Zukunft gut gerüstet. Die Mengenleistung und die gewonnene Flexibilität, dies betont die Führungs-Crew von Schmeing nachdrücklich, wurde erheblich gesteigert und macht die 1-Stück-Los-Fertigung, wie gesagt bei hoher Mengenkapazität, zur Realität.
|
Bildnachweis: |
HOB-Kennziffern Bre.Ma. 201 Schmeing 202 |